Development of API 6A Gate Valve Body – Case Study
Introduction
API 6A is the defining standard to produce equipments used in petroleum and natural gas industries. The standard is highly stringent, considering that high pressure is involved and any external leakage is highly detrimental to the environment. There were only a few manufacturers which were empanelled when external leakages were found.
The casting of the gate valve body is very typical, with huge dimensional variations in wall thicknesses, and overall, a very tricky casting to produce to the stringent standards that it demands. A significant majority of foundries have struggled to perfect this casting.
With our conviction in the abilities of the Lost Foam Sintered Shell Process, we approached a few companies accredited with API 6A, for the development of such a highly critical casting. We understood that such castings were made mostly in sand casting due to the large weight of the component. We took API 5000 2.1/16” in ASTM A 487 Gr 4C material for the first development. However, Sand Casting has several limitations in the process itself as mentioned below.
- Draft angle of 2° / 3° is added to the pattern so that the pattern can be removed after the molding is done.
- In Sand Casting, dimensional accuracy is not mentioned. Hence to safeguard the casting, higher machining allowance of 5 mm / 6 mm is kept.
- As Cast features are not possible to add.
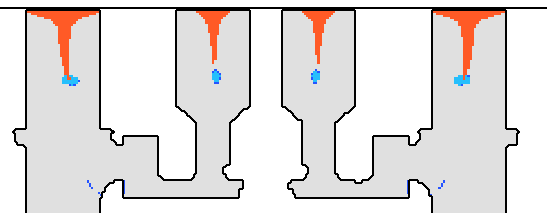
- Mold is created with the balance of permeability and strength. Permeability is to have the assurance that gases in the mold and generated at pouring time should escape from the mold and strength is required to ensure that the liquid metal weight is handled maintaining the dimensional accuracy. Many Internal defects are there in this process
- Machining time is higher since machining allowance is more and referencing is difficult considering the occurrence of warpage.
- Core is a must to make hollow cavity hence there are further allowances added to the pattern. The core is solid and does not have sufficient strength at core print. In such castings, the core size is much smaller compared to the mold size and hence there is invariably sand fusion at the time of pouring.
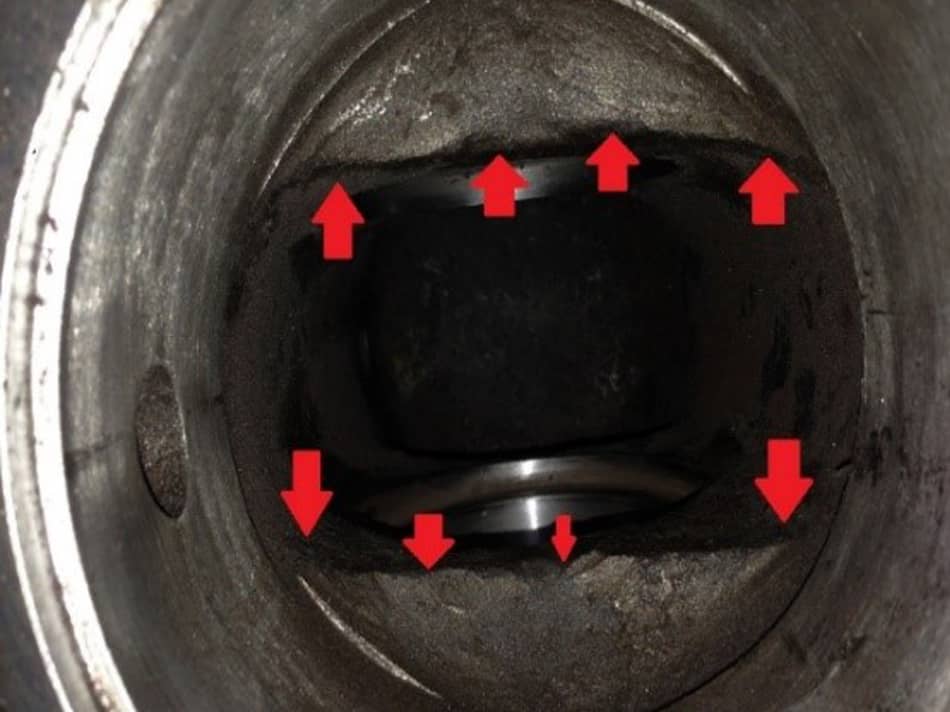
Core Cavity with poor finish
Blowholes in Castings

Poor Quality of Lettering
The alternative – Lost Foam Sintered Shell (LFSS) process
In this Process, the pattern (an exact replica of the casting) is made using Expandable Polystyrene (EPS) beads. These foam beads are introduced with high pressure and steam in an Aluminium die. At that pressure and temperature, the beads fuse together to create a pattern. The die is made from the 3D model of the component required.

Foam patterns for casting

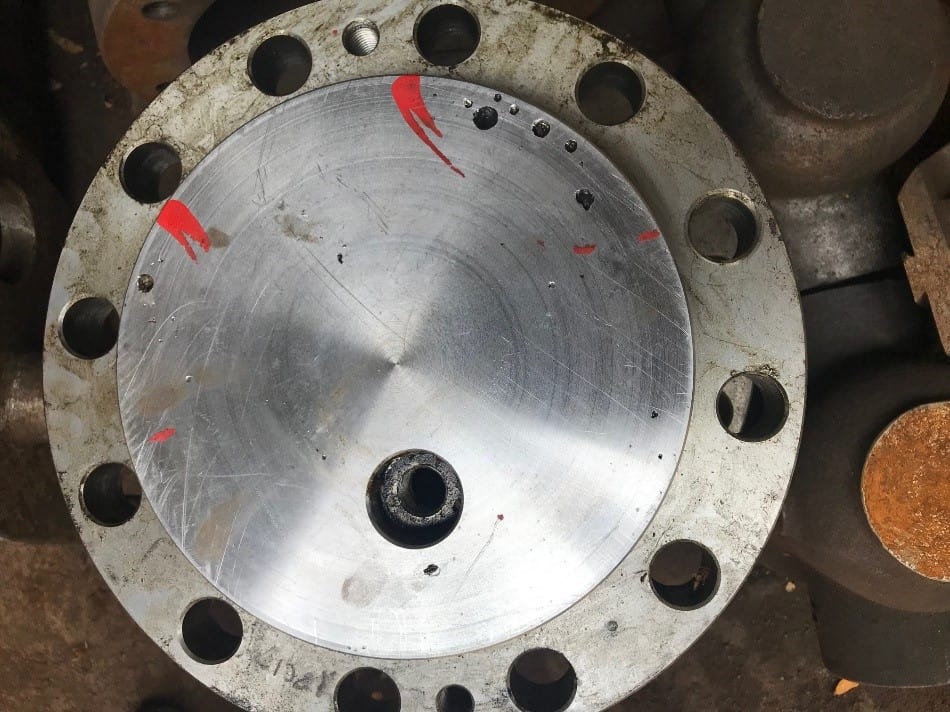
Gate Valve produced in Sand Casting – Weight 66 Kgs

Metafore’s Gate Valve Casting using the LFSS Process – Weight 54Kgs
Gate Valve Comparison at a Glance: Sand Casting v LFSS
| Parametres | Sand Casting | LFSS Casting | Remarks |
|---|---|---|---|
| Weight (kgs) | 65 | 54 | Reduction of Weight of 17% was done maintaining all the critical and fitment dimensions |
| Machining (Rs) | 4350 | 3150 | Reduction of machining cost of 27.5% since machining allowance is less in LFSS. |
| Average Repair Cost (Rs) | Average Repair Cost (Rs) | 0 | Since Vacuum is applied in LFSS. No defects are obtained. |
| RT Level | Level III (with repairs) or higher | Level II / Level III | When RT is performed. Level II / Level III is easily obtained on As Cast body itself. |
| Rejection (%) at machining level | 10 – 15 | 0 | Since Vacuum is applied in LFSS. No defects are obtained. |
| Surface Finish | 6.3 µm | 3.2 µm | Very high surface finish is possible with LFSS process |
| Tolerance | CT10 or higher | CT8 or lower | Foam is same as actual component. Same dimensions are maintained throughout the LFSS process. |
| Conversion rate (nos) in month | 150 | 300+ | Since the casting is free from defect. The conversion of raw material to finish process is very fast. Thereby delivery time to our customers will improve drastically. |
Metafore Castings Private Limited
Survey No 421/P4, Kundi Village, Taluka & District Valsad, Gujarat – 396375
Get In Touch
info@metaforecastings.com
+91 9512000591